在往期的文章介绍中,主要介绍了烧结钕铁硼的加工,今天转来本文为大家介绍下钐钴类磁铁各种不同形状的加工方法。
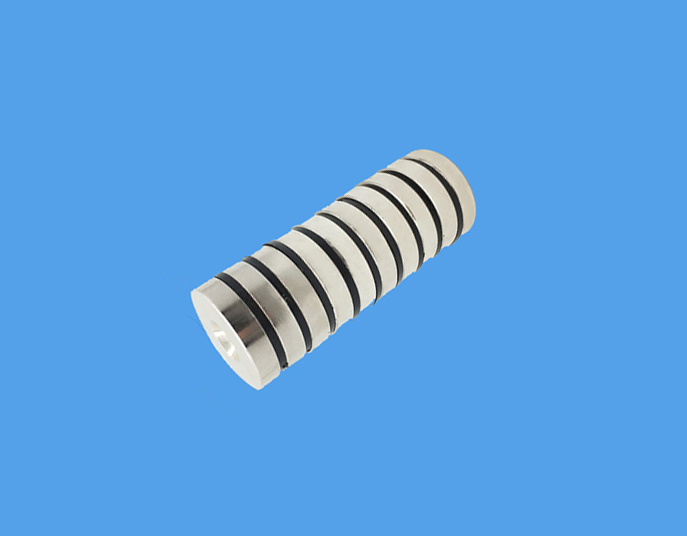
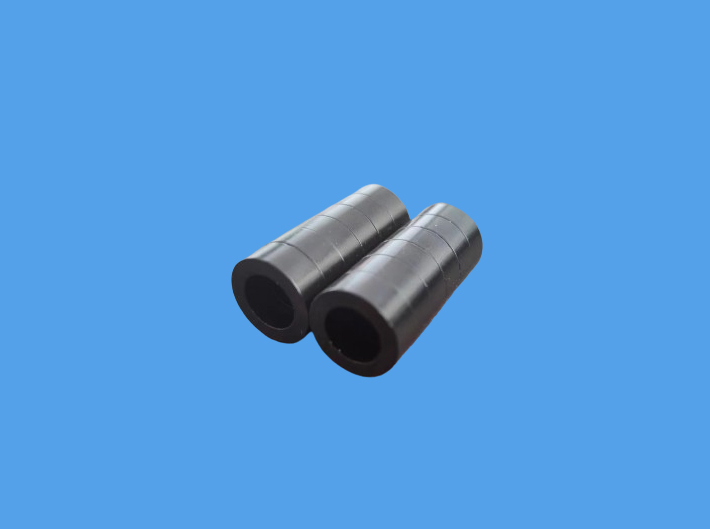
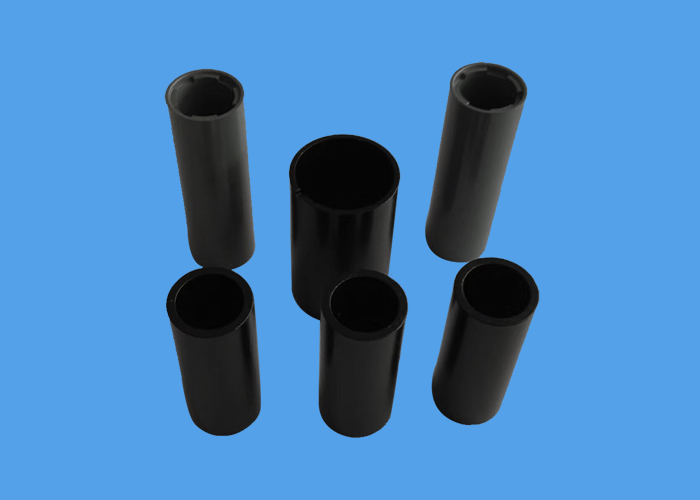
1、圆柱形钐钴产品的套孔加工
圆柱形产品的套孔加工,就是利用专门订做的套孔棒,在全自动套孔机上,直接进行套孔加工;加工时,待加工产品与套孔棒作相对运动(转动方向相反),在套孔棒刚接触到产品的端面时,轴向进给力要小,进刀速度很慢,同时加上冷却水的作用,使产品慢慢地被磨削而不致于发热崩裂。大约套孔棒进入产品2mm左右时,轴向进给力慢慢加大,最后稳定下来,这样产品的内应力会被慢慢地释放;大约加工到产品中间位置时停下,把产品调一头再进行加工;这种两头加工模式,能避免一头加工引起的端面易裂现象。因此该套孔加工模式,最适用于钐钴磁性材料的中孔加工。
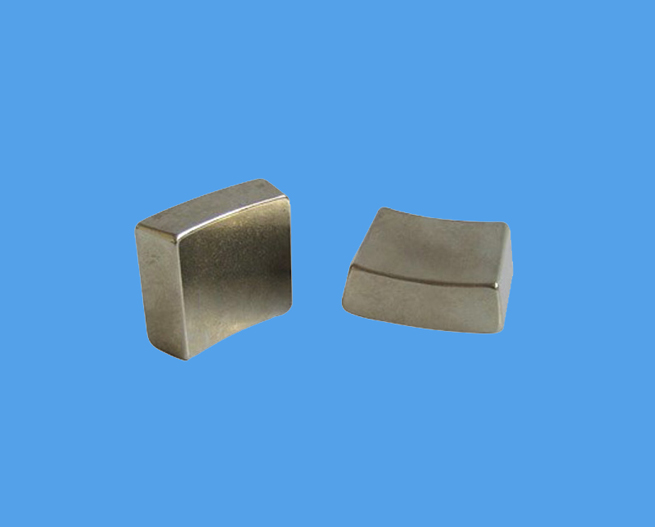
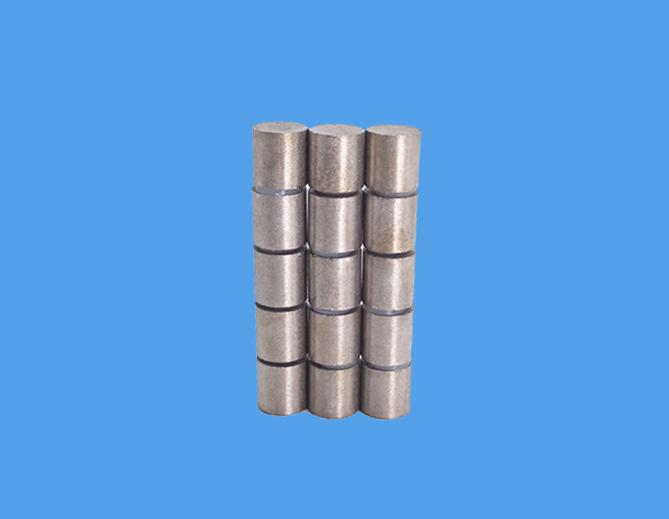
2、异形钐钴的中孔加工
异形钐钴产品主要有:瓦形、梯形、三角形、方块等。在加工中孔时,我们首先要制作一个异形产品的夹套,夹套的内侧形状同待加工的异形产品,外面则是一个圆柱形,这样就可以把异形产品当成圆柱形来加工中孔,使得加工更加便利,生产效率得以提高。
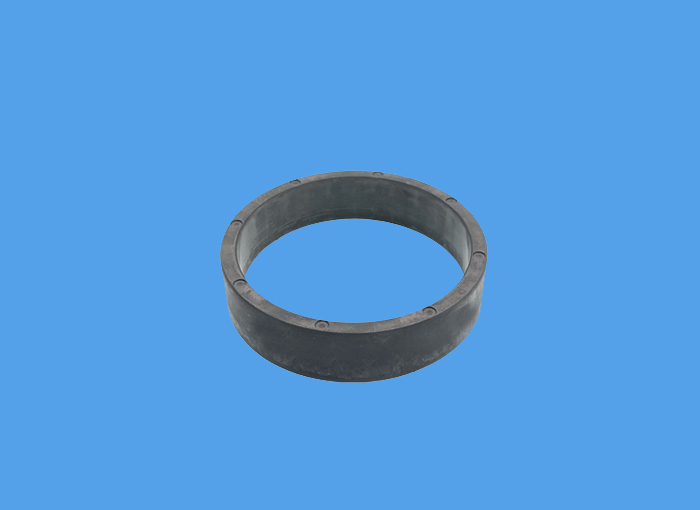
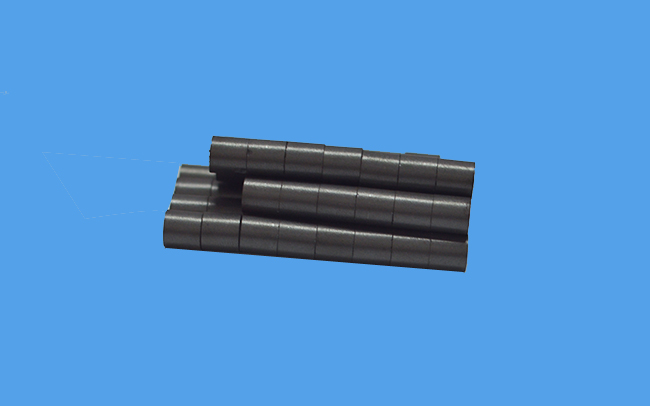
3、径向薄壁圆环钐钴加工
径向钐钴磁铁在加工薄壁中孔时,产品很容易内裂,因此,这种产品在钐钴磁性材料中是最难加工的,有磁铁厂家专门制作了一个圆环套,用这个套筒套住待加工产品,然后再放入夹具之中,用套孔加工方法来加工中孔,这样可以减少产品受损的机率。
4、圆弧面(弧形)钐钴的加工
弧形类的钐钴加工可以利用半自动卧轴平面磨床直接磨削来替代线切割加工,利用专门制作的活动夹具及订做的成型砂轮,进行直接磨削,这样的加工效率提高到了2倍以上,且产品的对称度和精度都能满足客户的要求。
5、高精度钐钴磁加工
随着科技的发展,一些高尖端产品不断问世,不仅仅要求有高的精度,同时对同心度、垂直度等形位公差也提出了要求。利用外圆磨床通过芯棒磨外径或钢丝基准磨外径能够满足同心度要求,还有方块、圆柱产品的垂直度,利用专门夹具,进行平头磨削加工,都能保证产品的垂直度在0.05mm以内。
以上文章来源于宁波宁港永磁谭永华,经卡瑞奇磁铁小傅编辑排版归于磁铁行业新闻栏目,如有侵权联系QQ:2355933625处理。
钐钴永磁体相关样品;
更多钐钴稀土磁铁文章;
文章链接://m.softdevlab.com/news/hyxw/1296.html
版权声明:本站部分资源搜集整理于互联网,仅供学习与交流使用,如果不小心侵犯到您的权益,请及时联系我们删除该资源。

扫描二维码
进入手机版官网
首页 | 电机磁钢 | 磁铁产品 | 磁铁价格 | 磁铁问题 | 磁铁资讯 | 关于我们 | 联系我们
全国咨询电话:0769-23388351 厂家地址:广东省东莞市万江区新和社区龙通一路1号厂房