在开始本文介绍前先给大家讲下磁钢为什么要固定?固定主要就是防止磁钢飞出,防止磁钢的震动等造成寿命降低,加上导热等作用。
这10年来基本上三种主流的手段,一是用胶水固定,二是注塑填充,三是锚点固定。
一、胶水固定
2015年以前,生产线上基本都是用胶水固定的,因为那时候量也不大,注塑工艺也没有那么成熟。用胶水固定磁钢,有很多种方式。按照胶水类型来分,有结构胶,有瞬干胶,有UV 胶;有单组份胶水,有双组份胶水;主流胶水还是采用的环氧AB胶。

用胶水固定磁钢,又分为注胶和点胶。我所说的注胶,是指将磁钢和铁芯之间的缝隙填充饱满;而点胶,则是点涂,不需要填充饱满。
早期大多数电机厂家选用的都是流动性较强的胶水,这种情况下,就要求在实际生产时,先配套锁紧工装将铁芯锁紧,在上端磁钢槽处开口, 用来注射胶水。类似的工艺,则是转子组件全部预装完成,靠圆螺母锁紧铁芯,然后在上端板上开注胶孔。总之是要先锁紧,再注胶。还有厂家考虑过真空注胶,来确保填充效果。
用注胶方式来固定磁钢,有以下几个麻烦,一是气味难闻,污染环境;二是胶水大多要加热固化,效率低;三是配套锁紧工装,需要装拆,而且还需要清胶处理,操作麻烦。所以目前行业内,一般只有试制线、打样等时候,为了节省注塑机和模具的成本,才采用这种方式,而且会尽量采用点胶的方式。
二、注塑工艺
磁钢在铁芯内的固定,采用注塑工艺,目前比较常见。但是注塑工艺有两种路线,一种是热固性注塑,一种是热塑性注塑。尼龙 66+30%玻纤属于热塑性材料,具有加热软化、冷却硬化特性,采用这种注塑工艺的电机转速一般不会太高。转速高于 15000 转的大部分会优先选用热固性注塑方式,即采用环氧塑封料,比如住友电工的EMC。
电机转子生产线中,磁钢来料可分为带磁和不带磁。注塑过程中,磁钢也有可能是带磁的,也可能是不带磁的。不带磁的,即后整体充磁工艺,是将转子整体组装完成后,再做完动平衡、然后进行整体充磁及磁检测。如果采用后整体充磁,在注塑的时候磁钢不带磁,温度对磁钢没有影响。
采用注塑工艺,除了要解决磁钢不退磁之外,还需要关注的是填充饱满、脱模不流涎、填充料如何利用率更高。包括产品设计的一些参数,比如磁钢和铁芯的间隙大小、磁钢和铁芯叠高的尺寸差异大小等。
三、铆点工艺

这种工艺,据了解最早是用在宝马I3电机上,目前仅有两家在用,也有少数公司还在做验证。想用这种工艺的目的,是可以节省胶水材料或者注塑填充材料,而且相对于胶水固化加热、注塑加热等能量损耗上来讲,也可以节省一笔费用;还有就是更能便于实现自动化,能提高节拍产能。但是实际效果来看,因为铁芯叠厚的差异,以及设备的成熟度不太够,铆点工艺制造出来的产品,并不能让人太放心。
以上图文资料转载于驱动视界,如有侵权,请联系QQ:2355933625进行处理。
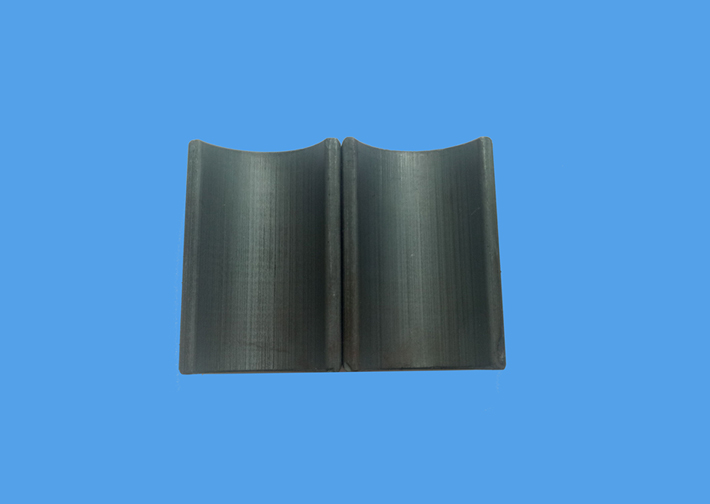
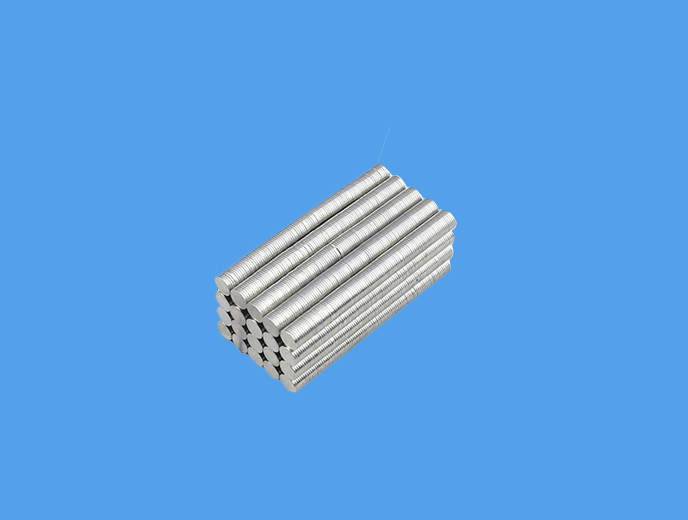
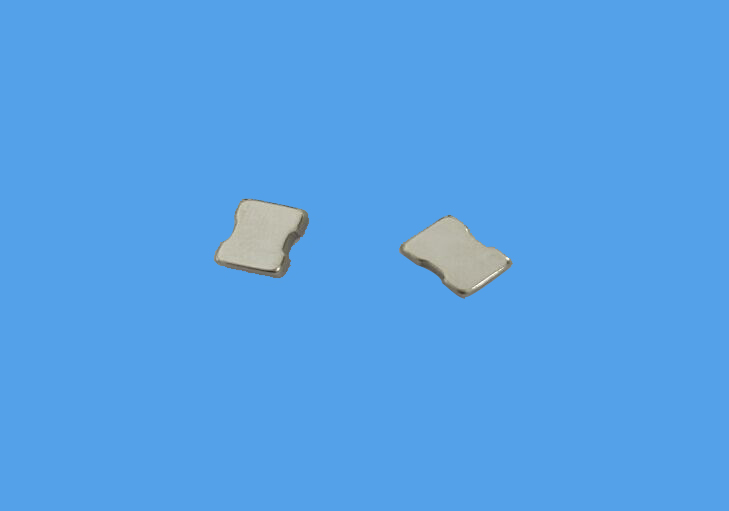
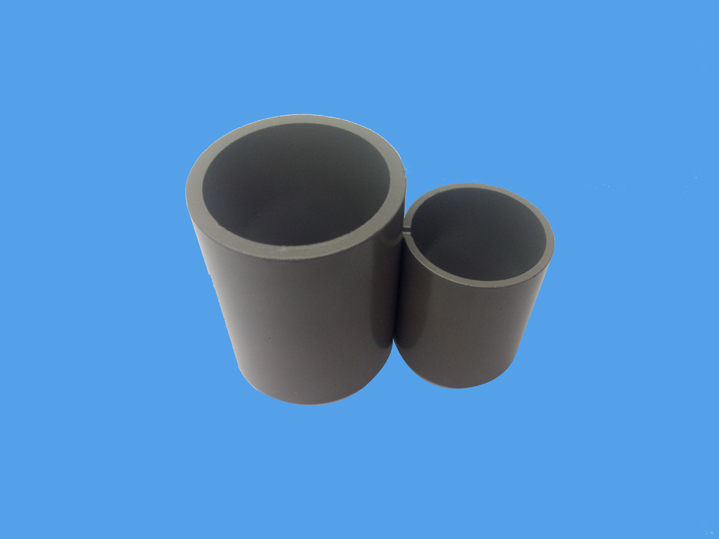
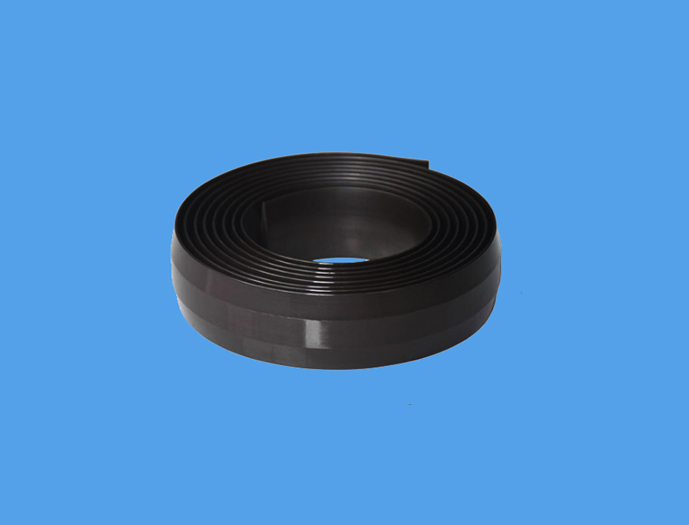
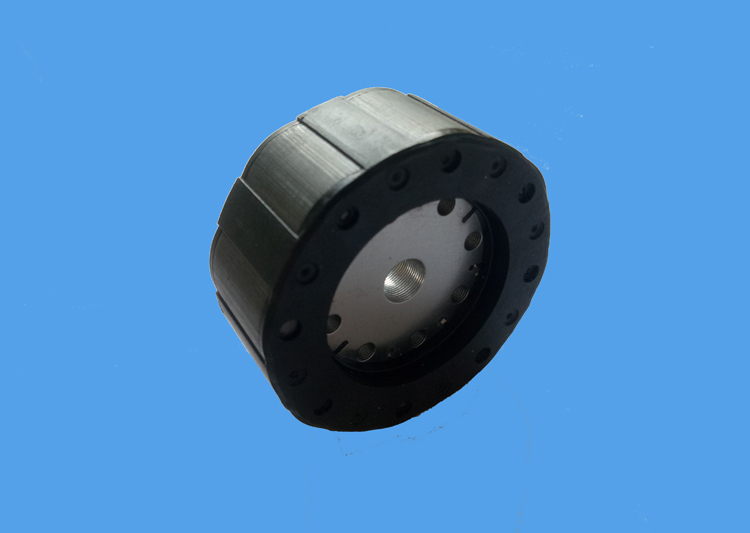
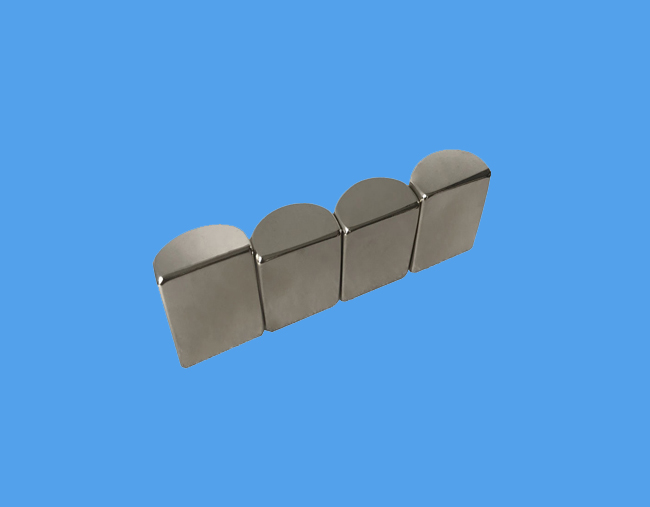
相关电机磁钢产品;
文章链接://m.softdevlab.com/cjwt/1305.html
公司声明:本网站部分图片,文章来源于其它媒体与网站,版权归原作者所有,转载是出于非商业性的信息传播交流之目的,如转载稿件涉及版权,知识产权等问题,请在作品发表之日起一月内与本网salese@dgcourage.com联系,否则视为放弃相关权利。

扫描二维码
进入手机版官网
首页 | 电机磁钢 | 磁铁产品 | 磁铁价格 | 磁铁问题 | 磁铁资讯 | 关于我们 | 联系我们
全国咨询电话:0769-23388351 厂家地址:广东省东莞市万江区新和社区龙通一路1号厂房


![门吸半圆形强力磁铁 [定做 报价 供应]](/uploads/allimg/170607/1-1F60G05301.jpg)